When the ore had been separated from any rock and vein minerals, the resulting concentrate was taken for smelting. From the mediaeval period to the early twentieth century, three principal methods were used for this. These are bales (or boles), ore-hearths, and reverberatory furnaces.
Bales or Boles
The former in northern England, and the latter in Derbyshire and some other parts of the British Isles, were used to smelt lead until the late sixteenth century. They were basically bonfires, built in relatively exposed and elevated locations by laying repeating layers of timber and lumps of ore on each other. Then the bale was lit and left to burn, apparently with little control, until the molten lead ran out of the base into a collecting area where it cooled.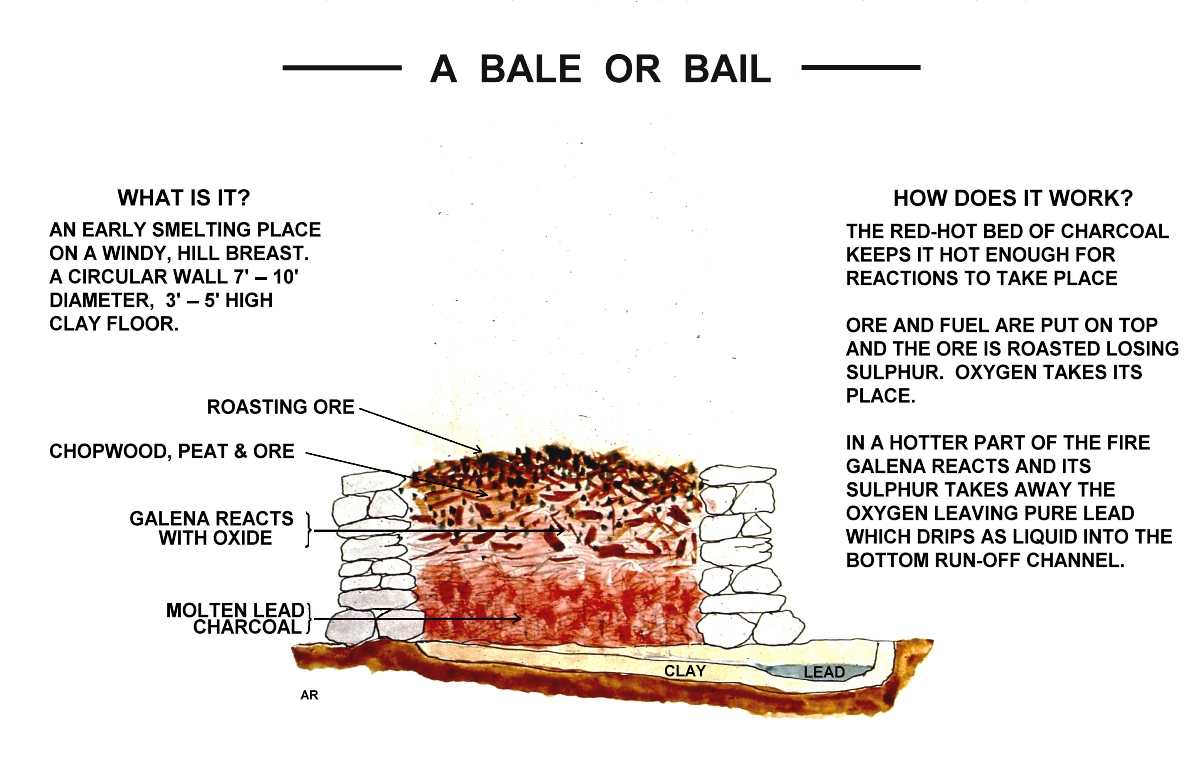
Bales were inefficient, being ruled by the wind and wasteful of fuel. Moreover, much lead was lost, either through volatilization or into the slags. Nevertheless, from the eleventh to the late-sixteenth century, most lead ore was smelted this way.
Ore-hearth
Around 1540, a new type of smelting hearth, blown by a foot-operated bellows, was developed on the Mendip, in Somerset. This had evolved into the ore-hearth, with its characteristic work-stone, by 1571 or 72, when the first of them reached Derbyshire. The ore-hearth could be built inside a mill, alongside a stream which turned a waterwheel to drive the bellows. The hearth was normally raised above the ground and placed in an arched recess which supported a chimney. Ore-hearths also burnt less fuel and could smelt smaller pieces of ore, which gave the operators great savings and ensured that the uptake of the new technology was both widespread and rapid.
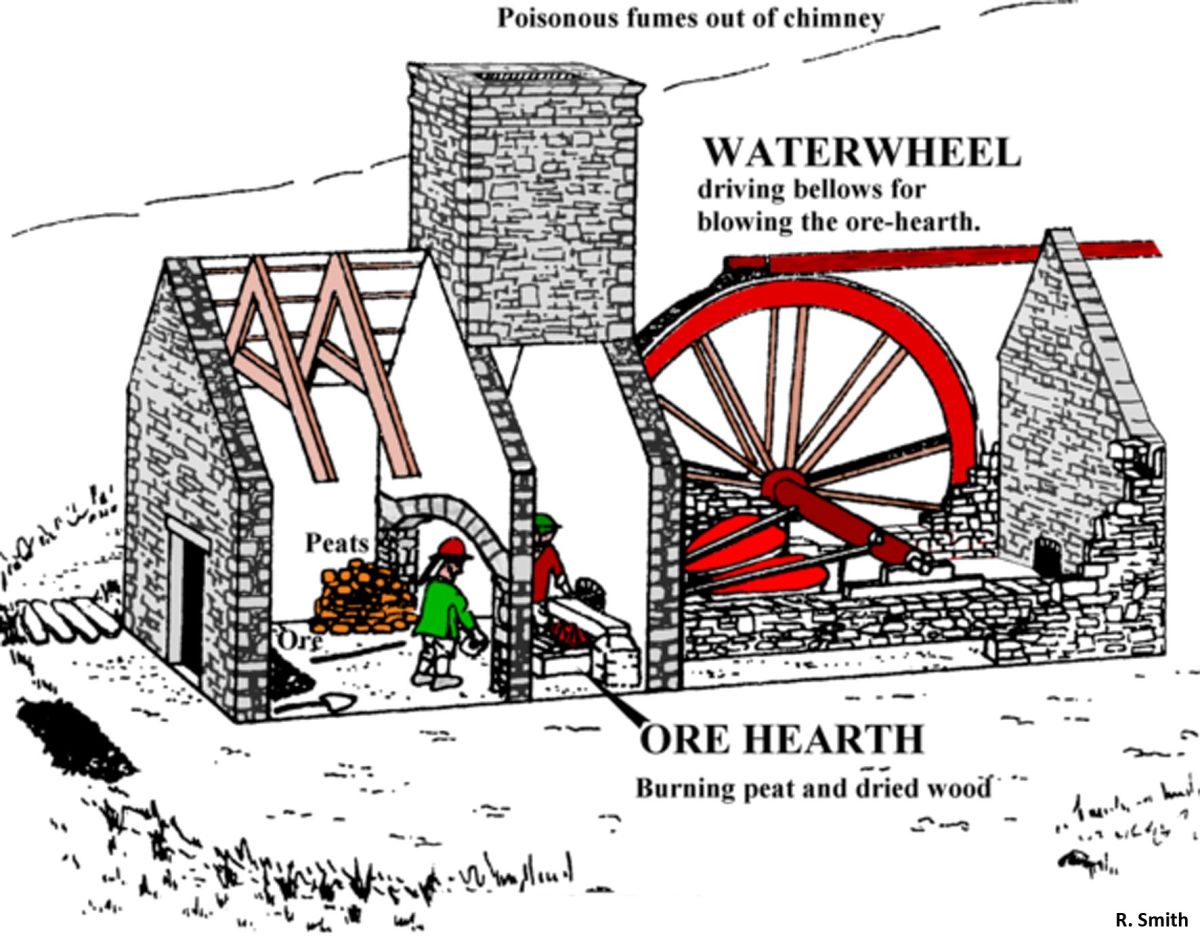
Sketch of an early smelt mill
Early ore-hearths were made entirely from large stones until the early eighteenth century, when they were generally made from iron, although their integral parts were still called stones.
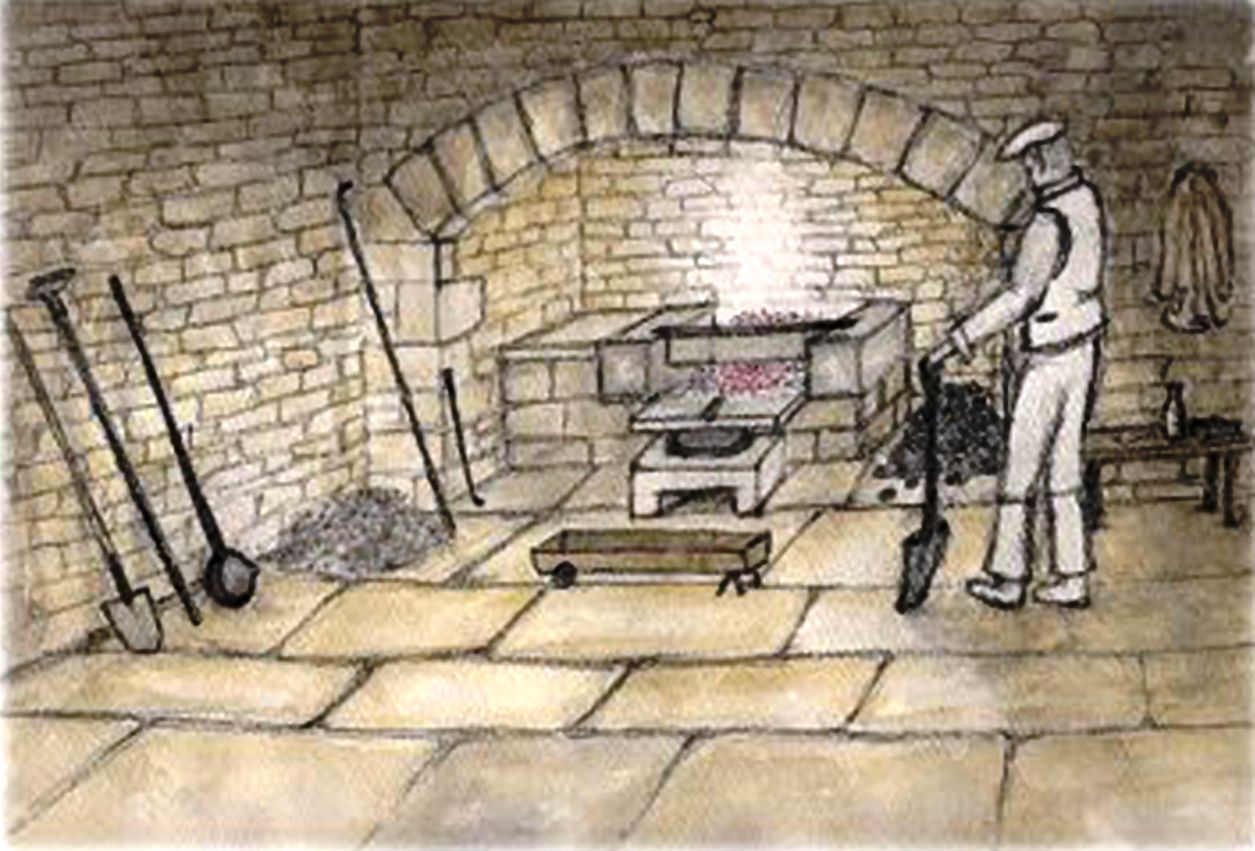
Sketch of an ore-hearth
The ore-hearth burnt dried wood, called chopwood, which was branch wood cut into lengths of about 150 mm by 50 mm and dried in a kiln over a slow fire. Chopwood was also supplemented with a little coal at some mills. Smelters in Yorkshire and the north Pennines made further savings on smelting costs by burning peat in their ore-hearths from the 1670s. German copper smelters, at Keswick in Cumbria, had burnt peat in the late sixteenth century. The switch to peat burning never took place in Derbyshire, where smelting had historically been concentrated on the eastern fringe of the orefield, near woods and water supplies, but away from the peat moors. This made the cost of transporting peat to the mills prohibitive even if supplies could be found.
The smelting was done in two basic steps, although secondary processes (for example, roasting the concentrate to drive off moisture and some sulphur) were sometimes done in a separate furnace. The first step took place between 600 and 800 degrees Celsius, and recovered from 40 to 75 per cent of the metal and left a lead-rich ‘grey’ slag.
In the second stage these slags were heated to between 1000 and 1200 degrees in a slag hearth to melt them entirely. In order to get such temperatures coke was used as fuel.
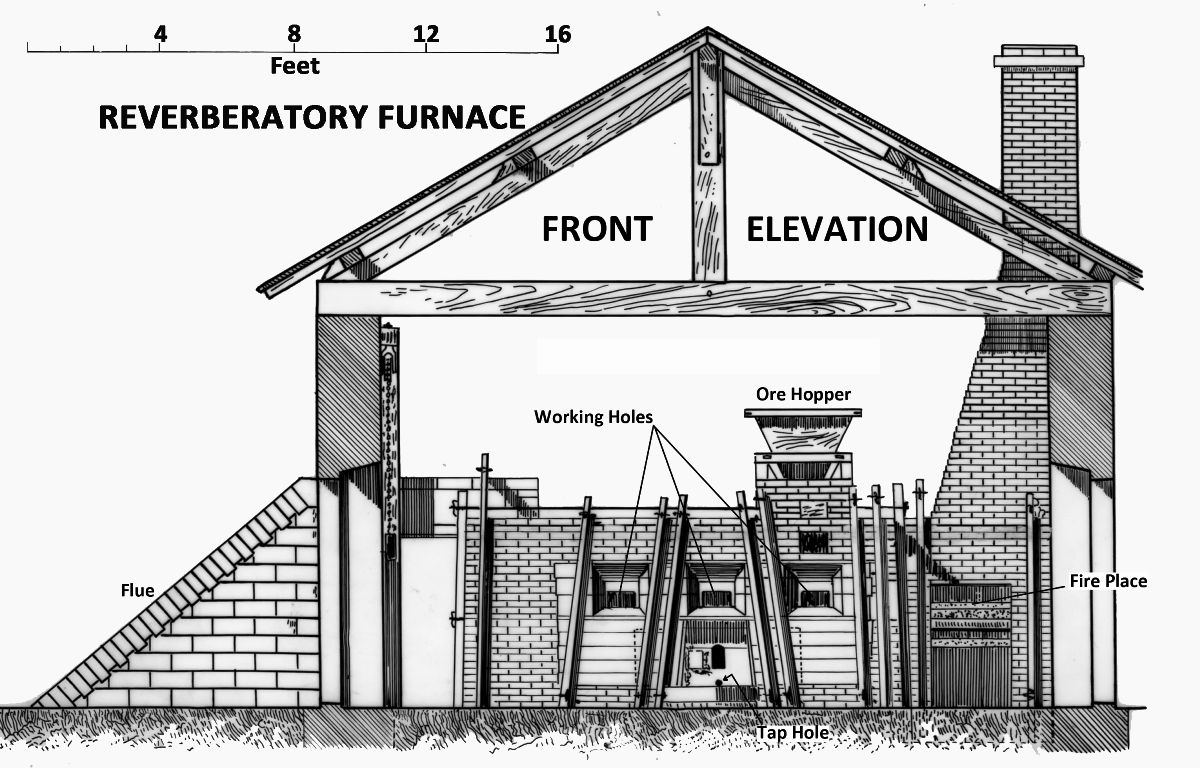
Reverberatory or Cupola Furnaces
In the mid and north Pennines, where coal was relatively expensive, ore-hearths were used until the early twentieth century. Elsewhere, however, where coalfields were nearer, ore-hearths were superseded by reverberatory furnaces or cupolas. They burnt coal on a separate fire grate and the heat was reflected onto the ore, which was in a low-arched compartment, by a brick fire-bridge. This kept the coal smoke away from the lead and allowed more ore to be smelted at once. Because they were built of fire brick and their temperature could be controlled, reverberatory furnaces could also work for much longer than ore-hearths, which had to be put out and allowed to cool. This gave savings in fuel, scale and the furnace’s idle time.
 The first successful cupolas in Britain were used for lead and copper smelting near Bristol in the 1680s, and others, for lead, were built in Flintshire during the 1690s, where they were also later used by the London Lead Company at its Gadlys works in Flintshire. In 1701, a cupola was built at Marrick, in Yorkshire, but it only worked for a few years before a dispute amongst the owners forced its closure. It was the only cupola in Yorkshire until 1792, when two were built on Grassington Moor. Here the Duke of Devonshire’s failure to secure a supply of peat forced him to build cupola furnaces and import expensive, high quality coal.
The first successful cupolas in Britain were used for lead and copper smelting near Bristol in the 1680s, and others, for lead, were built in Flintshire during the 1690s, where they were also later used by the London Lead Company at its Gadlys works in Flintshire. In 1701, a cupola was built at Marrick, in Yorkshire, but it only worked for a few years before a dispute amongst the owners forced its closure. It was the only cupola in Yorkshire until 1792, when two were built on Grassington Moor. Here the Duke of Devonshire’s failure to secure a supply of peat forced him to build cupola furnaces and import expensive, high quality coal.
In the north Pennines, the London Lead Company, in particular, had wide experience of the early use of cupolas for lead smelting. In 1705, it acquired the Ryton Smelting Company’s cupola mill, near Newcastle upon Tyne, but the mill was abandoned in 1706 because savings in transport costs could be made if Whitfield smelt mill, which had ore-hearths and was nearer the mines, was leased instead. By 1724, this smelt mill had been fitted with cupolas, but, when the company leased the Nenthead Mill in 1757 the ore-hearths were retained. The London Lead Company’s principal smelting centre in Teesdale, at Eggleston, on a site leased in 1771, eventually had three mills, all with cupolas. Eggleston became a centre of innovation and extensive experiments were conducted on improving the cupola and the condensation of lead fumes.
It was not until 1735 that the London Lead Company introduced them into Derbyshire, at its Bowers Mill in Ashover. Two years later, Richard Bagshawe used them at his Olda Mill, where they initially proved disappointing. Nevertheless, the Bagshawe family and its associates were responsible for spreading the use of cupolas throughout Derbyshire where they superseded the ore-hearth by the 1780s.
Flues and Chimneys

Grassington Moor chimney & flue
Early smelt mills had stumpy vertical chimneys, directly above the hearth, but a ground-level flue was introduced at the Upper Cupola in Middleton Dale, Derbyshire, in the 1770’s. This took poisonous fumes away from the smelters and prevented pollution of a nearby pasture. It appears to have been a providential discovery that vaporised lead settled on the sides of flues and could be recovered.
Flues got longer during the 19th century and some became very complex. Others were fitted with condensation chambers. Side openings on some flues provided access for workers to enter the flue and scrape condensed ‘fume’ off the sides. These scrapings could be flushed with water down to settling ponds, where they were recovered and taken for smelting.
Return to previous page